Línea de soldadura
Procesos > ► Defectos de inyección > ► Defectos de moldeo
Línea de soldadura
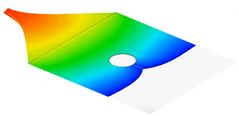 Los defectos de la línea de soldadura, también conocidos como líneas de punto, son un defecto que ocurre cuando el plástico inyectado se encuentra dentro de un molde. A medida que la resina polimérica se inyecta en un molde, fluye a través de todas las partes del molde. En lugares donde el plástico fluye alrededor de una pieza sólida del molde, desde un círculo simple hasta formar formas complejas como anillos o cuadrados, los dos o más frentes de plástico fundido se unen en una sola pieza, o al menos se supone que deben hacerlo. Este defecto se forma cuando no se "tejen" completamente juntos. La línea de soldadura en el moldeo por inyección es la línea donde dos o más plásticos fundidos fluyen se unen. Estas líneas ocurren generalmente alrededor de agujeros o obstrucciones y causan áreas localmente débiles en la parte moldeada. La línea de soldadura se forma cada vez que los frentes de fusión se separan y recombinan en alguna ubicación aguas abajo. Se forma cuando las partes tienen múltiples puertas, debido al flujo alrededor de los núcleos, o debido a la inyección. El aire también puede quedar atrapado en la línea de soldadura a medida que los frentes de flujo se encuentran debido a la forma del frente de flujo. La resistencia de la línea de soldadura se puede mejorar creando una condición de flujo transitorio a través de la soldadura. Un método para hacer esto es ubicar la compuerta en una posición tal que una vez que se crea una soldadura, el flujo continuará fluyendo a través de la ubicación de la soldadura para llenar otras regiones de la cavidad
Los defectos de la línea de soldadura, también conocidos como líneas de punto, son un defecto que ocurre cuando el plástico inyectado se encuentra dentro de un molde. A medida que la resina polimérica se inyecta en un molde, fluye a través de todas las partes del molde. En lugares donde el plástico fluye alrededor de una pieza sólida del molde, desde un círculo simple hasta formar formas complejas como anillos o cuadrados, los dos o más frentes de plástico fundido se unen en una sola pieza, o al menos se supone que deben hacerlo. Este defecto se forma cuando no se "tejen" completamente juntos. La línea de soldadura en el moldeo por inyección es la línea donde dos o más plásticos fundidos fluyen se unen. Estas líneas ocurren generalmente alrededor de agujeros o obstrucciones y causan áreas localmente débiles en la parte moldeada. La línea de soldadura se forma cada vez que los frentes de fusión se separan y recombinan en alguna ubicación aguas abajo. Se forma cuando las partes tienen múltiples puertas, debido al flujo alrededor de los núcleos, o debido a la inyección. El aire también puede quedar atrapado en la línea de soldadura a medida que los frentes de flujo se encuentran debido a la forma del frente de flujo. La resistencia de la línea de soldadura se puede mejorar creando una condición de flujo transitorio a través de la soldadura. Un método para hacer esto es ubicar la compuerta en una posición tal que una vez que se crea una soldadura, el flujo continuará fluyendo a través de la ubicación de la soldadura para llenar otras regiones de la cavidadCausa del defecto de la línea de soldadura
Las líneas de soldadura se forman donde dos o más frentes de flujo se unen y pueden crear un problema cosmético o estructural. Las líneas de soldadura pueden ser causadas por diferentes causas: selección de material, diseño de piezas, diseño de moldeo por inyección, condición de inyección, máquina de inyección.
Al igual que con muchos defectos parciales , existen múltiples causas para las líneas de soldadura. Los dos factores principales aquí son la temperatura del plástico y la presión que lo une. Existen muchas fuentes, pero estos son algunos de los factores principales:
- Temperatura: la temperatura necesaria para que el plástico fluya correctamente puede fallar en varios lugares: la máquina de moldeo por inyección, las guías hacia el molde y el molde mismo.
- Presión: sin la presión adecuada, es posible que los frentes de flujo no se junten lo suficiente como para que se fusionen nuevamente. Esto podría ser la máquina (contrapresión) o problemas con el diseño del molde que causan cuellos de botella en la presión, como compuertas, corredores o piezas dentro del molde.
- Velocidad: un subconjunto de los dos factores anteriores, cuando la presión es baja, la velocidad de movimiento del plástico a través del molde disminuye, lo que significa que los frentes pueden enfriarse antes de que se toquen.
- Diseño de moldes: un molde mal diseñado (incluyendo compuertas y corredores) también puede causar todos los problemas anteriores, desde compuertas mal ubicadas hasta el grosor de la pared .
Causas
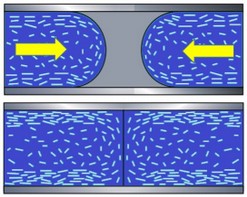
Las líneas de soldadura ocurren cuando en el llenado del molde diferentes frentes de plástico se encuentran en direcciones opuestas y forman bordes o límites.
Solución
Las temperaturas altas de fusión, las presiones altas de inyección, las localizaciones alternas de las puertas en la pieza y una mejor ventilación son formas de evitar este defecto.
Línea de soldadura muy demarcada o débil:
- Incremente la presión de inyección y/o compactación.
- Aumente el tiempo de la presión sostenida (compactación)
- Aumente la velocidad de inyección
- Incremente la temperatura del fundido
- Aumente la temperatura del molde
- Mejore el venteo del molde
- Ajuste el punto de transferencia de la etapa de llenado a la de compactación o el método de transferencia
- Relocalice los puntos de inyección de manera tal que los frentes de flujo que forman las líneas de soldadura se formen a mayores temperaturas y/o puedan continuar fluyendo para un mejor intermezclado de simulación de inyección para la optimizar esta reubicación de los puntos de inyección
- Incremente el espesor de la pieza en la línea de soldadura
- Aumente el espesor de pared de la pieza
- Use una superficie de molde texturizada para ocultar la línea de soldadura